Johdatus koneiden turvallisuuteen: Hätäpysäytys
..pinnan alla on ne tärkeät asiat, jotka eivät selviä muille kuin dokumentoinnin kautta tai ”salapoliisityöllä” tutkimalla. Yksi tällainen on pysäytysluokat ja pysäytysluokat määritellään riskienarvioinnin perusteella.
Tämä on toinen julkaisu Bloki-sarjasta, jossa kerrotaan:
- mistä ja kuinka koneiden turvallisuutta tehdään
- miten ja kuinka koneiden turvallisuutta ylläpidetään
- kuinka koneiden turvallisuusasiat tulee dokumentoida
- mitä hyötyä systemaattisista toimintatavoista on työnantajalle, kone-/laitetoimittajille
Ensimmäisen julkaisun löydät täältä ja muistetaan meidän tekemä jonkinlaisena rajauksena laajaan asiaan, että lähestymme koneturvallisuutta kulmasta, jossa työnantaja on hankkimassa tai hänellä on käytössä kone, joka on valmistettu ”räätälöidysti” tietyn tuotteen valmistusta varten. Useimmiten tällaiseen koneeseen ei ole olemassa yhtä C-luokan standardia, vaan valmistuksessa on hyväksikäytetty C-, B- ja A-luokan standardeja, kenties myös tehty muita dokumentteja, joilla osoitetaan koneen täyttävän konetta koskevat konedirektiivin olennaiset terveys- ja turvallisuusvaatimukset (vaatimustenmukaisuusolettama). Muistutuksena, että standardeilla on helppo osoittaa, että koneesi tai tekemäsi turvallisuuteen liittyvä työ, täyttää konedirektiivin vaatimuksenmukaisuusolettamus.
Itse pyrin aina lähestymään koneturvallisuutta käytännön kautta, sillä käytännön toimenpiteet parantavat turvallisuutta. Käytännön ratkaisuissa opin myös itse, sillä koneturvallisuus on turvallistamisratkaisujen soveltamista.
Siksi lähestymme tähän julkaisun aihetta otsikon kuvan kautta, jossa esitetty suuren levyvaraston turvallisuuteen liittyviä asioita ja näistä ensimmäisenä otamme käsittelyyn Hätäpysäytyksen.
Koneen Hätäpysäytys, perusteita
Ensimmäisenä todetaan, että hätäpysäytys on aina toissijainen turvallistamistoimenpide, siis muita suojaustoimenpiteitä täydentävä. Ensin on sovellettava muita turvallistamistoimenpiteitä ja hyvä malli tähän on EN ISO 12100 mukainen kolmen askeleen menetelmä.
Hätäpysäytykselle on olemassa oma B-luokan standardinsa EN ISO 13850, mutta hätäpysäytyksestä puhutaan myös muissa standardeissa, esimerkiksi koneyhdistelmien standardissa EN ISO 11161 ja C-luokan standardeissa. Jos koneeseen on tehty oma C-luokan standardi ja siinä ohjeet hätäpysäytykselle, on tämän standardin ohjeet etusijalla.
Joskus keskustellaan sanojen Hätäseis ja Hätäpysäytyksen eroista/tulkinnasta.
Hätäpysäytys pysäyttää vaaraa tuottavat liikkeet, Hätäseis erottaa myös energiasta.
Pääasia on, että Hätäpysäytys/Hätäseis on oikein toteutettu ja se täyttää konedirektiivin ja standardien vaatimuksen, sekä se on aukottomasti dokumentoitu.
Hätäpysäytys/Hätäseis toteutus
Edellä jo totesimme, että Hätäpysäytys/Hätäseis on toissijainen turvallistamistoimenpide. Tämähän tarkoittaa, että joko ensisijaiset suojaustoimenpiteet eivät ole toimineet tai itse tuotannossa on tapahtunut sellaista, että kone pitää välittömästi pysäyttää/erottaa energiasta.
 Yksinkertaisimmillaan hätäpysäytys/hätäseis on rakennettavissa koneen pääkytkimen yhteyteen, tiettyjen edellytyksien täyttyessä. Tällöin erotuskytkimessä on keltainen runko ja punainen väännin.
Yksinkertaisimmillaan hätäpysäytys/hätäseis on rakennettavissa koneen pääkytkimen yhteyteen, tiettyjen edellytyksien täyttyessä. Tällöin erotuskytkimessä on keltainen runko ja punainen väännin.
Hätäpysäytys/hätäseis toiminnossa käytetään keltaisella taustalla olevaa punaista ”sieni” painiketta, mutta hyvä muistaa, että muunkinlaisia on olemassa.
Hätäpysäytystä ei luokitella varsinaisesti turvatoiminnoksi, mutta useasti teknisesti hätäpysäytys/hätäseis toteutetaan koneen turvatoimintojen kautta/avulla. Punaisen painikkeen takana on tekniikkaa/teknologiaa ja koko ketjun (painike->energiasta erotus) tulee täyttää koneturvallisuus standardien vaatimukset.
Nyt ne henkilöt, joille sana koneen turvatoiminto on vieras, voivat käydä tutustumassa toiminnallisen turvallisuuden blokiin täällä. Lyhyesti sanottuna Turvatoiminto on koneen toiminto, jonka vikaantuminen voi aiheuttaa välittömän riskin (riskien) kasvamisen.
Hätäpysäytys ja koneen tekninen dokumentaatio konedirektiivin mukaan
Konedirektiivin Liite VII on sanottu, mitä koneen teknisen tiedoston tulee sisältää. Alla olevassa kuvassa on siitä näyttöleike ja olennainen osa on korostettuna:

Esimerkki:
Riskinarvioinnissa löydämme riskin, että prosessi voi ”karata” joissain tapahtumissa ns ”käsistä” ja syttyä tulipalo. Yhtenä suojaustoimenpiteenä on Hätäpysäytys. Näin konetta koskee konedirektiivin Liite I ”olennaiset terveys- ja turvallisuusvaatimukset” kohta 1.2.4.3, jossa esitetään vaatimukset Hätäpysäytyksen toteutukselle. Jotta meidän Hätäpysäytys-toteutuksen vaatimustenmukaisuusolettama täyttyy, toteutamme sen standardien EN ISO 12100, EN ISO 13850, EN 60204 mukaisesti.
Lisäksi arvioimme jäännösriskin suuruuden ja hoidamme jäännösriskistä tiedottamisen. Näillä toimenpiteillä olemme täyttäneet tämän löydetyn riskin kohdalla konedirektiivin vaatimuksen ja jäljelle jää lopullisen toteutuksen tarkastus/hyväksyntä.
Kertauksena hätäpysäytys:
- Konedirektiivin Liite I Olennaiet terveys- ja turvallisuusvaatimukset -> koneesi tulee täyttää Olennaiste terveys- ja turvallisuusvaatimukset!! (Liite I) -> -> Konetoimittaja: listaa ja näytä tilaajalle, mitkä näistä vaatimuksista täytetään. Vastaavasti koneen tilaaja: kysy mitkä olennaiset terveys- ja turvallisuusvaatimukset konetuotteesi täyttää? Tämä on yksinkertainen lista ja jos lista on lyhyt tai sitä ei ole ollenkaan, jotain on jäänyt tekemättä!!! Esimerkisin mukaisesti, meidän listassa on ainakin kohta 1.2.4.3 Hätäpysäytys. Pääotsikot Liite I:stä löydät tästä linkistä ja koko koneasetus 400/2008 löytyy täältä.
- Kun kohta 1 on tehty, tulee sinun osoittaa, että turvallisuuteen tekemäsi toimenpiteet täyttävät ajankohdan turvallisuusvaatimuksen. Siis mitä? No ei tehdä asiasta vaikeaa, vaan osoitetaan, että olemme käyttäneet ja soveltaneet tähän kohtaan liittyvää standardia tai standardeja. Voit tietenkin tehdä oman dokumentin, jolla tämän osoitat, mutta useimmissa tapauksissa tämä on helpoiten osoitettavissa standardien kautta. Meidän esimerkin tapauksessa 1.2.4.3 Hätäpysäytys, nämä standardit ovat aikaisemmin mainitut EN ISO 12100, EN ISO 13850, EN 60204. Huom! Tämä on esimerkki ja sinun tapauksessa olet saattanut soveltaa muitakin standardeja hätäpysäytykseen. Listaa ne kaikki tähän kohtaan. Näin olet täyttänyt konedirektiivin vaatimustenmukaisuusolettaman tämän kyseisen kohdan osalta ja myös olet dokumentoinut sen.
- Kun olemme tehdeet Hätäpysäytyksen Standardin EN ISO 13850 mukaisesti ja tämä on ilmoitettu koneen teknisessä tiedostossa, tulee meidän dokumentoida miltä osin olemme noudattaneet tätä standardia. Standardissa 13850 ei ole montaa sivua (35 ja sivut 6-15 oleelliset), joten työ ei ole suuri. Yhtenäasiana standardissa kerrotaan kaikkien tuntema vaatimus HS-painikkeen ulkonäölle (punainen ja keltainen tausta), mutta taas pinnan alla on ne tärkeät asiat, jotka eivät selviä muille kuin dokumentoinnin kautta tai ”salapoliisityöllä” tutkimalla. Yksi tällainen on pysäytysluokat ja pysäytysluokat määritellään riskienarvioinnin perusteella. Jos näitä ei ole dokumentointi, mistä tiedät kuinka Hätäpysäytys sinun koneessa on tehty ja täyttääkö se konedirektiivin vaatimustenmukaisuusolettaman?
- Hätäpysäytykseen liittyy useasti toiminnallinen turvallisuus, johon jo kohdan 2 lopussa viittasin (..olet saattanut soveltaa muitakin standardeja..). Toiminnallisen turvallisuuden kohdalla puhumme standardeista EN ISO 13849-1 ja EN 61508. Omakohtainen kokemukseni on, että kohtien 1 ja 2 osalta kaikkien koneturvallisuutta tekevien henkilöiden tulee tämä hallita. Kun lähdetään ”syvemmälle” tässä toteutuksessa ja alamme puhumaan standardeista EN ISO 13849-1 ja EN 61508, henkilöltä vaaditaan jo sähköteknistä taustaa, jotta näitä pystyy tekemään.
Kertaus otsikon kuvaan
Levyvarasto on iso yhtenäinen alue. Levyjä liikuttaa kuljettimet ja nosturit. On päätetty, että koko alueella on yksi Hätäpysäytys -toiminto. Tämä kerrotaan kuvassa. Lähtökohtaisesti jokaisessa ohjauspisteessä tulee olla Hätäpysäytys/Hätäseis -painike. Tämä on lähes ns standardiolettama, näin tulisi olla. Kuvaan on piirretty käyntiovet, joten jokaisen oven kohdalla on myös Hätäpysäytys-painike. Käyttöohjeissa tämä tietenkin mainitaan.
Toivottavasti mahdollisimman moni huomasi, että tuon ”pienen punaisen painikkeen, jossa keltainen tausta” ympärillä ja takana on aika paljon huomioon otettavia asioita, jotta turvallisuus toteutuu. Sivuutimme sanaparia koneen turvatoiminto, ”Turvatoiminto on koneen toiminto, jonka vikaantuminen voi aiheuttaa välittömän riskin (riskien) kasvamisen”. Eli jos tuo ketju vikaantuu, koneen riskit kasvavat.
Jos ja kun näitä turvallisuuteen liittyviä asioita ja ketjua ei ole dokumentoitu, on aika-ajoin haastavaa todentaa tai tehdä parannuksia koneen turvallisuuteen, sekä varmistua siitä, että kaikki turvallisuuteen liittyvät asiat on huomioitu.
Punainen tatti näkyy ja sen puutteisiin on helppo kiinnittää huomio, mutta älkäämme unohtako tatin jälkeen olevaa ketjua. Se on yhtä tärkeä osa Hätäpysäytyksessä. Hätäpysäytyksen testausta ja koneen modernisointia helpottaa, kun turvallisuus on dokumentoitu täydellisesti. Näin ei jää arvailujen varaan, mitä varten, mihin löydettyihin riskeihin hätäpysäytys on valittu. Dokumenttia voidaan täydentää koneen elinkaaren aikana ja tehdä, sekä varmistua edelleen laadukkaasta turvallisuudesta (aikaa ja rahaa säästyy myös). Ei tarvitse olla ”kummoinenkaan kone”, kun eri turvatoimintoja ”yhdistetään”. Tällä tarkoitan sitä, että koneessa voi olla muitakin turvatoimintoja, kuin Hätäpysäytys esim turvavaloverhon aiheuttama turvatoiminto. Valoverhon ja Hätäpysäytyspainikkeen aiheuttamat turvatoiminnot vaikuttavat lopulta samaan toimilaitteeseen, esimerkikiksi kuljetinta ohjaavaan taajuusmuuttajaan tai hydrauliikka venttiiliin. Jos ja kun näitä turvallisuuteen liittyviä asioita ja ketjua ei ole dokumentoitu, on aika-ajoin haastavaa todentaa tai tehdä parannuksia koneen turvallisuuteen, sekä varmistua siitä, että kaikki turvallisuuteen liittyvät asiat on huomioitu.
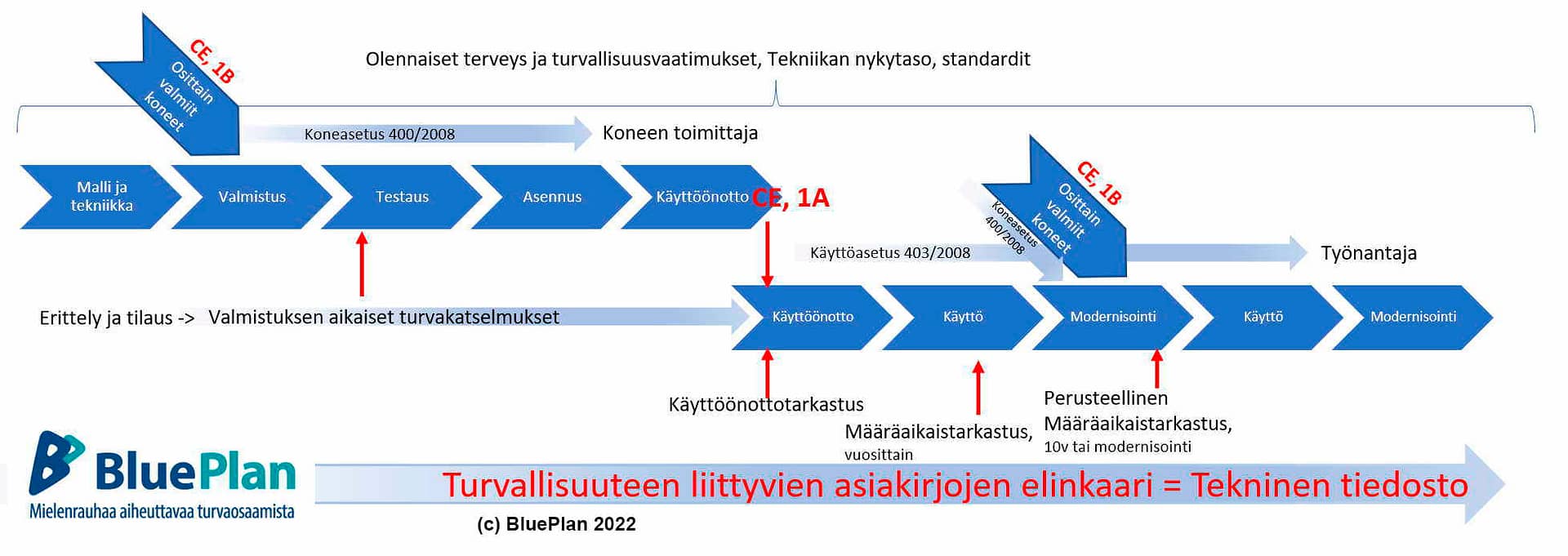
Polku dokumentoinnille on seuraava: Konedirektiivin olennaiset terveys- ja turvallisuusvaatimukset -> standardit -> standardin kohdat/vaatimukset (täyttää, ei täytä, ei sovelleta). DOKUMENTOI NÄMÄ, koneen turvallisuutta on helpompi ylläpitää koko koneen 30v elinkaaren ajan. Katso kuva koneturvallisuuden elinkaarimallista.
{kind=link}
Kysymys, jossa ei ole vääriä vastauksia: Mitä otsikon kuva kertoo sivulle, millaisia turvallisuuteen liittyviä asioita siitä löydät?
Seuraavassa sarjan julkaisussa jatkamme käsittelemään kuvan kertomaa. Ole kuulolla ja laita laita connect (more->connect)/Follow, jos koet asian hyödylliseksi ..
BluePlan on erikoistunut käytössä olevien koneiden turvallistamisiin, sekä olemme kumppanina myös uusien koneiden vaatimustenmukaisuuden velvoitteiden täyttämisissä, niin tilaajalle kuin toimittajalle, alkaen riskien arvioinnista. Meidän #Step2Safety™ menetelmän avulla opit itse huomioimaan ja huolehtimaan koneidesi turvallisuusasioista, askel kerrallaan ja olemme taustatukenasi tässä matkassa. Soita myös, jos kaipaat apua koneiden CE-merkintään.
Step2Safetyon koneiden turvallisuuden johtamiseen kehitetty palvelu.
Step2Safety luo selkeän näkymän koneiden turvallisuuden nykytilasta. Selkeä tilannekuva auttaa tarvittavien toimenpiteiden priorisoinnissa, mikä helpottaa arkipäivän onnistunutta ja tuloksekasta johtamista. Step2Safetyn avulla päivittäisistä toiminnoista voidaan eliminoida riskit ja vaarat. Koneiden turvallisuuden arvioinnilla pystytään tekemään ennaltaehkäisevästi tarvittavat toimenpiteet sujuvan ja turvallisen arjen varmistamiseksi. Step2Safety tuo kaikki koneturvallisuuden säädökset ja standardit helposti yhteen paikkaan. Jokaisesta riskienhallinnan ja turvallisuuden edistämisen toimenpiteestä jää selkeä dokumentaatio, jota on mahdollista hyödyntää jatkokehityksessä. Step2Safety™ auttaa hyödyntämään arvokasta tietopääomaa tehokkaammin arjessa ja investoimaan turvallisuuteen viisaammin. Se on koneiden kaiken turvallisuusdatan yhteen kokoava jokapäiväinen työkalu – ensimmäisenä maailmassa.
Katso lisää https://www.step2safety.fi
BluePlan on erikoistunut käytössä oleville koneille turvallistamiseen. Etsimme yhdessä juuri sinun käytössäsi olevaan koneeseen oikeanlaiset suojausratkaisut, toimitamme suojat ja asennamme ne vaatimustenmukaisesti käyttöön. Lopuksi annamme toteutuksesta vähintään vaatimustenmukaisuustarkastuksen dokumenttina vaatimuksenmukaisuudesta.
Jari Saarola, CMSE®
CEO, Certified Machinery Safety Expert (TϋV Nord)
BluePlan Oy
Mielenrauhaa aiheuttavaa turvaosaamista
Gsm +358 40 840 3748
https://www.linkedin.com/in/jarisaarola/
https://www.linkedin.com/company/step2safety/
https://www.linkedin.com/company/blueplan-oy/
#koneturvamies #Step2Safety #blueplanoy #kestäväkehitys #vastuullisuus #turvallisuus #robotiikka #automaatio #hydrauliikka #pneumatiikka #koneturvallisuus #koneasetus